




1. Opsomming
Die binneband is 'n dun rubberproduk, en sommige afvalprodukte word onvermydelik tydens die produksieproses geproduseer, wat nie met die buitenste band ooreenstem nie, maar die ...kleppeis ongeskonde, en hierdie kleppe kan herwin en hergebruik word vir binnebandproduksie. Ons maatskappy het 'n paar eksperimente uitgevoer oor die herwinning en hergebruik van binnebandkleppe, maar die voorkomskwaliteit van die herwonne kleppe is swak, en die bindingssterkte tussen die klepbasis en die rubberkussing is laag, en dit moet hergebruik word voordat dit gebruik kan word.
Hierdie werk verbeter die herwinningsproses van afval en defekte binnebuiskleppe om afval te verminder en die ekonomiese voordele van ondernemings te verbeter.
2. Probleemontleding
Die herwinningsproses van die oorspronklike afval en defektebinnebuiskleppeis soos volg: afval- en defekte binnebuiskleppe → verbranding → suurbehandeling → enkelmodus vulkanisering (kleefkussings) → hare op die rubberkussings.
Die probleme van die bogenoemde proses is soos volg.
(1) Verbranding van afval en defekte binnebuiskleppe sal ernstige omgewingsbesoedeling veroorsaak. Die herwonne klepliggaam vervorm maklik en het 'n vuil voorkoms. Dit is moeilik om dit tydens suurbehandeling skoon te maak, en dit is maklik om besoedeling in ander prosesse te veroorsaak.
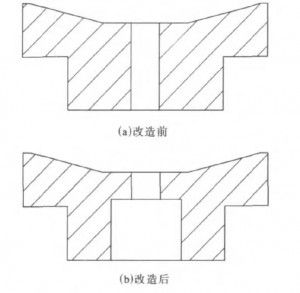
(2) Om die verwydering en verwydering van die klep te vergemaklik, is die oorspronklike ontwerp van die vulkaniseringsvorm 'n enkele vorm en verdeel in 3 dele. Enkelmodus-vulkanisering neem lank, is doeltreffend, het 'n hoë arbeidsintensiteit en kragverbruik, en die buitenste oppervlak van die gevulkaniseerde klep is geneig tot oortollige rubberstroke, die rubber omhul die mond van die mond, en die voorkomskwaliteit van die klep voldoen nie aan die vereistes nie. Die kleefsterkte van die kleefkussing is ook nie stabiel nie.
(3) Die handmatige borsel van die rubberkussing het die probleme van hoë arbeidsintensiteit, lae doeltreffendheid en 'n ongelyke borseloppervlak, wat die binding van die rubberkussing en die rubbermateriaal van die binnebuis beïnvloed.
3 Verbeteringseffek
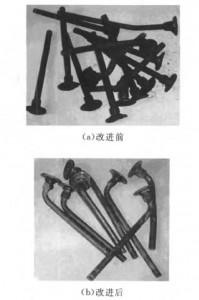
Figuur 2 toon die spuitstukliggaam wat herwin is voor en na die verbetering van die volgende proses. Dit kan uit Figuur 2 gesien word dat die spuitstukliggaam wat deur die verbeterde proses behandel is, duidelik skoon is, en die spuitstukliggaam is amper ongeskonde. Met die verbeterde proses is die hoeveelheid suur en water wat gebruik word minder, en die omgewingsbesoedeling is minder, en die gesnyde rubberkussing kan herwin word om herwonne rubber te produseer.
Voor die verbetering is die hitte-oordrag-effek van die vorm swak, en die vulkanisering neem 15 minute. Volgens die bedryfstoestande van die bestaande plat vulkaniseerder kan slegs 4 kleppe op 'n slag gevulkaniseer word, en ongeveer 16 kleppe kan per uur vervaardig word, wat die vormlaaityd nie insluit nie. Met die gewysigde gekombineerde vorm neem dit slegs 5 minute om te vulkaniseer, 25 kleppe kan elke keer gevulkaniseer word, en ongeveer 300 kleppe kan per uur vervaardig word. Dit is maklik om te installeer en te ontvorm, en die arbeidsintensiteit is laag.
Met die gewysigde vorm- en ontbraammasjien kan beide reguit kleppe en geboë kleppe vervaardig word, en die prosestoestande is dieselfde. Daar is geen duidelike verskil in voorkoms en interne kwaliteit tussen die kleppe wat deur die verbeterde proses herwin en hergebruik word en die nuwe kleppe nie. Die toetsresultate toon dat die gemiddelde bindingssterkte tussen die klepbasis en die rubberkussing wat deur die verbeterde proses herwin word, 12.8 kN m-1 is, terwyl die gemiddelde bindingssterkte tussen die nuwe klepbasis en die rubberkussing 12.9 kN m-1 is. Ondernemingsstandaarde vereis dat die bindingssterkte nie minder as 7 kN·m-1 is nie.
Na meer as tien jaar van vinnige ontwikkeling het China se klepbedryf die wêreld oorheers. Tans maak ons land se klepproduksie meer as 70% van die wêreld se totale klepproduksie uit, en is dit die eerste plek in die wêreld se produksie en verkope van kleppe. Om aan die behoeftes van plaaslike en internasionale markte te voldoen, het die produksie van buislose kleppe geleidelik toegeneem. In 2015 het die produksie van buislose kleppe meer as die helfte van die totale klepproduksie uitgemaak. Die groot plaaslike markvraag bevorder voortdurend die ontwikkeling van die bedryf.
Die vraag na kleppe in die klepmark word hoofsaaklik verdeel in die OEM-mark en die AM-mark. Die jongste data toon dat die lugklep 'n belangrike veiligheidsdeel van die motorwielmodule is. Omdat dit lank aan die buitekant blootgestel is, moet dit verskeie strawwe omgewingserosies weerstaan. Kleppe word gewoonlik vervang tydens jaarlikse inspeksies en bandvervangings, dus is die vraag na kleppe in die AM-mark baie hoër as in die OEM-mark.
4. Epiloog
Met verbeterde tegnologie, solank die klepliggaam nie vervorm word nie, kan dit herwin word. Die gehalte van herwonne lugkleppe voldoen aan die gebruiksvereistes, wat die verbruik van grondstowwe en energie kan verminder, die produksiekoste van binnebande kan verlaag en die ekonomiese voordele van ondernemings kan verbeter.
Plasingstyd: 2 Desember 2022
